دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
E 8018–B2–H4R:AWS/ASME SFA-5.5
E CrMo 1 B 20+:DIN 8575:
E CrMo 1 B 42 H 5+:prEN1599:
نماینده رسمی:شرکت صنعتی آما
E 8018–B2–H4R
AWS/ASME SFA-5.5
E CrMo 1 B 20+
DIN 8575:
E CrMo 1 B 42 H 5+
prEN1599:
نماینده رسمی
شرکت صنعتی آما
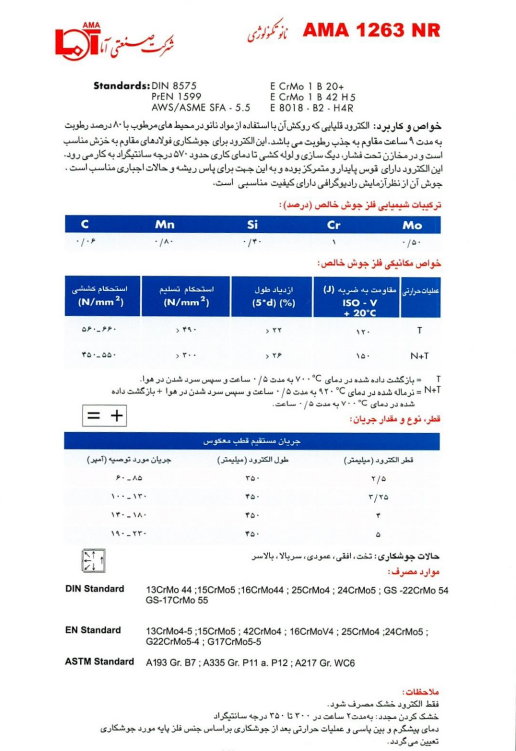
خواص و كاربرد:
الکترود قليايي که روکش آن با استفاده از مواد نانو در محیط های رطوبتی با %80 رطوبت به مدت 9 ساعت مقاوم به جذب رطوبت می باشد. این الکترود براي جوشكاري فولادهاي مقاوم به خزش مناسب است و در مخازن تحت فشار، ديگسازي و لولهكشي تا دماي كاري حدود 570 درجه سانتيگراد به کار می رود. اين الكترود داراي قوس پايدار و متمركز بوده و به اين جهت براي پاس ريشه و حالات اجباري مناسب ميباشد. جوش آن از نظر از آزمايش راديوگرافي داراي كيفيت مناسبي است.
| C | Mn | Si | Cr | Mo |
|---|---|---|---|---|
| 0.06 | 0/80 | 0.40 | 1 | 0.50 |
| استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول (5*d) (%) |
(J)مقاومت به ضربه ISO -V +20°C |
|---|---|---|---|
| 560– 660 | > 490 | > 22 | 120 |
| 450– 550 | > 300 | > 26 | 150 |

| جريان مستقيم قطب معکوس و جريان متناوب | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 350 | 85– 60 |
| 3.25 | 450 | 130– 100 |
| 4.0 | 450 | 180– 140 |
| 5.0 | 450 | 230– 190 |

حالات جوشکاری : تخت ،افقی ،عمودی، سربالا، بالاسر
| DIN Standard | 13CrMo 44, 15 CrMo 5, 16 CrMo 44, 25 CrMo 4,24 CrMo 5, GS – 22 CrMo 54, GS- 17 CrMo 55 |
| EN Standard | 13CrMo 4-5, 15 CrMo 5, 42 CrMo 4, 16 CrMoV 4, 25 CrMo 4,24 CrMo 5, G22 CrMo 5-4, G17 CrMo 5-5 |
| ASTM Standard | A193 Gr. B7; A355 Gr.P11 a. P12; A217 Gr. WC6 . |
✅ الکترود 1263NR یکی از الکترودهای قلیایی (Low Hydrogen) پرکاربرد در جوشکاری صنعتی است که توسط شرکت صنعتی آما تولید میشود. این الکترود دارای استاندارد E8018-B2-H4R بوده و برای جوشکاری فولادهای مقاوم به دما و خزش، خصوصاً در مخازن تحت فشار، دیگهای بخار و خطوط لوله صنعتی، استفاده میشود.
✅ ویژگیهای فنی و مکانیکی:
✔ ترکیب شیمیایی خاص: این الکترود حاوی مولیبدن (Mo) و کروم (Cr) است که موجب افزایش مقاومت به حرارت و خزش در شرایط دمایی بالا تا ۵۷۰ درجه سانتیگراد میشود.
✔ جوش با کیفیت بالا: ترکیب شیمیایی و روکش قلیایی آن باعث ایجاد جوشی تمیز، یکنواخت و عاری از ترکهای داخلی شده که در آزمایشهای رادیوگرافی (RT) کیفیت بالایی دارد.
✔ کاهش جذب رطوبت: با استفاده از فناوری نانو در روکش، این الکترود در محیطهای مرطوب (تا ۸۰٪ رطوبت) میتواند تا ۹ ساعت بدون جذب رطوبت باقی بماند. این ویژگی از تردی هیدروژنی و ترک خوردگی درز جوش جلوگیری میکند.
✔ سهولت در جوشکاری: قوس این الکترود پایدار و متمرکز بوده و کنترل مذاب در آن بسیار خوب است، بهویژه در حالات اجباری جوشکاری مانند پاس ریشه در لولهها و ورقهای ضخیم.
✔ استحکام و چقرمگی بالا: مقاومت کششی جوش آن حدود ۵۶۰ تا ۶۰۰ مگاپاسکال است که باعث میشود در سازههای صنعتی حساس و تحت فشار عملکرد مطلوبی داشته باشد.
✅ کاربردهای الکترود 1263NR:
🔹 جوشکاری لولههای انتقال بخار و گازهای داغ
🔹 صنایع نفت، گاز و پتروشیمی
🔹 ساخت دیگهای بخار و بویلرهای صنعتی
🔹 جوشکاری مخازن تحت فشار و بویلرهای فولادی
🔹 اتصال و تعمیرات فولادهای مقاوم به خزش
✅ ملاحظات و شرایط نگهداری:
🔸 خشک نگه داشتن الکترود برای جلوگیری از جذب رطوبت و تردی جوش الزامی است.
🔸 پیشگرم و بینپاسی بسته به ضخامت قطعه و نوع فولاد، بین ۱۵۰ تا ۳۰۰ درجه سانتیگراد تنظیم شود.
🔸 در صورت مرطوب شدن الکترودها، لازم است آنها را به مدت ۲ ساعت در دمای ۳۰۰ تا ۳۵۰ درجه سانتیگراد مجدداً خشک کرد.
🔸 این الکترود برای جوشکاری با جریان DC و قطبیت مثبت (DCEP) طراحی شده است.
⚠ نکات ایمنی هنگام جوشکاری:
❌ دود و گازهای جوشکاری ممکن است برای سلامتی مضر باشند؛ از تهویه مناسب استفاده شود.
❌ اشعه UV حاصل از قوس جوشکاری میتواند به چشم و پوست آسیب بزند؛ استفاده از لباس، دستکش و ماسک جوشکاری الزامی است.
❌ شوک الکتریکی خطرناک بوده و ممکن است منجر به آسیب جدی یا مرگ شود؛ رعایت نکات ایمنی الزامی است.
🔗 برای اطلاعات بیشتر و خرید این محصول، به سایت شرکت صنعتی آما مراجعه کنید:
ama-co.com