دستهبندی: محصولات شرکت صنعتی آما
برچسبها :
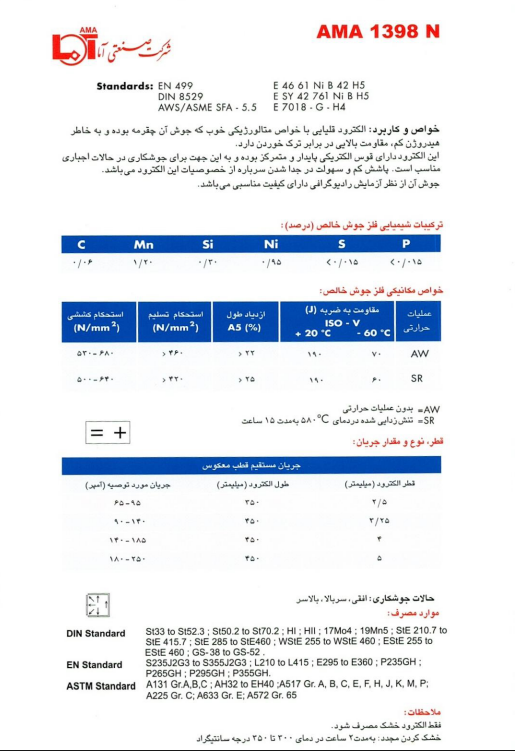
E 7018–G–H4:AWS/ASME SFA-5.5 :
E SY 42 761 Ni B H5:DIN 8529 :
E 46 61 Ni B 42 H5:EN 499 :
نماینده رسمی:شرکت صنعتی آما
E 7018–G–H4
AWS/ASME SFA-5.5 :
E SY 42 761 Ni B H5
DIN 8529 :
E 46 61 Ni B 42 H5
EN 499 :
نماینده رسمی
شرکت صنعتی آما
خواص و كاربرد:
الکترود قليايي با خواص متالوژيكي خوب كه جوش آن چقرمه بوده و به خاطر هيدروژن كم، مقاومت بالايي در برابر ترك خوردن دارد. اين الكترود داراي قوس الكتريكي پايدار و متمركز بوده و به اين جهت براي جوشكاري در حالات اجباري مناسب است. پاشش كم و سهولت در جدا شدن سرباره از خصوصيات اين الكترود ميباشد. جوش آن از نظر آزمايش راديوگرافي داراي كيفيت مناسبي ميباشد.
| C | Mn | Si | Ni | S | P |
|---|---|---|---|---|---|
| 0.06 | 1.20 | 0.3 | 0.95 | <0.015 | <0.015 |
| استحكام كششی ( N/mm 2 ) |
استحكام تسليم ( N/mm 2 ) |
ازدياد طول A5 (%) |
(J)مقاومت به ضربه ISO - V +20°C -60°C |
عملیات حرارتی |
|---|---|---|---|---|
| 530 - 680 | >460 | >22 | 190 70 | AW |
| 500 - 640 | >420 | >25 | 190 60 | SR |
AW: بدون عمليات حرارتي
SR: تنشزدايي شده در دماي580 درجه سانتيگراد به مدت 15 ساعت

| جريان مستقيم قطب معکوس جریان متناوب | ||
|---|---|---|
| قطر الكترود (ميليمتر) | طول الكترود (ميليمتر) | جريان مورد توصيه (آمپر) |
| 2.5 | 350 | 95 – 65 |
| 3.25 | 450 | 140 – 90 |
| 4.0 | 450 | 185 – 140 |
| 5.0 | 450 | 250 – 180 |

حالات جوشکاری:افقی ، سربالا،بالاسر
| DIN Standard | St 33 to St 52.3; St 50.2 to St 70.2; HI; HII; 17 Mo 4; 19 Mn 5; StE 210.7 to StE 415.7; StE 285 to StE 460; WStE 255 to WStE 460; EStE 255 to EStE 460; GS-38 to GS-52. |
| EN Standard | S235J2GS to S355J2G3; L210 to L415; E295 to E360; P235GH; P265GH; P295GH; P355GH. |
| ASTM Standard | A131 Gr.A, B, C; AH32 to EH40; A517 Gr.A, B, C, E, F, H, J, K, M, P; A255 Gr. C; A633 Gr. E; A572 Gr. 65. |
الکترود جوشکاری 1398N – بررسی جامع
الکترود 1398N یکی از انواع الکترودهای روکشدار برای جوشکاری فولادهای کربنی و ساختمانی است که در فرآیند جوشکاری قوس الکتریکی دستی (SMAW) به کار میرود. این الکترود با ترکیب شیمیایی و خواص مکانیکی مطلوب خود، در صنایع مختلفی از جمله ساختمانسازی، صنایع نفت و گاز، خطوط لوله، تعمیرات و سازههای فلزی کاربرد دارد.
---
1. مشخصات فنی الکترود 1398N
الف) ترکیب شیمیایی فلز جوش (تقریبی)
کربن (C): 0.10 – 0.15%
منگنز (Mn): 0.40 – 0.80%
سیلیسیم (Si): 0.20 – 0.40%
گوگرد (S) و فسفر (P): کمتر از 0.03% (جهت جلوگیری از تردی)
ب) خواص مکانیکی فلز جوش
استحکام کششی: حداقل 430 مگاپاسکال
استحکام تسلیم: حداقل 330 مگاپاسکال
ازدیاد طول: حداقل 22%
چقرمگی ضربه: 50 ژول در دمای 20+ درجه سانتیگراد
---
2. ویژگیهای کلیدی الکترود 1398N
✔ پوشش روتیلی: باعث ایجاد قوس پایدار و سهولت در جدایش سرباره میشود.
✔ کاربرد در موقعیتهای مختلف: مناسب برای جوشکاری در حالات افقی، سر بالا، عمودی و تخت.
✔ نفوذ متوسط: مناسب برای جوشکاری ورقهای فولادی با ضخامت کم تا متوسط.
✔ سرباره کم و تمیز: به دلیل وجود ترکیبات خاص در پوشش، سرباره جوش به راحتی جدا میشود.
✔ روشن شدن مجدد قوس آسان: این ویژگی باعث بهبود سرعت کار در جوشکاریهای متناوب میشود.
---
3. کاربردهای صنعتی الکترود 1398N
این الکترود برای جوشکاری فولادهای ساختمانی و عمومی استفاده میشود، از جمله:
✅ سازههای فلزی: ساختمانها، پلها، اسکلت فلزی و تیرهای فولادی
✅ خطوط لوله و مخازن: در صنایع نفت، گاز و پتروشیمی
✅ صنایع کشتیسازی و تعمیرات عمومی
✅ جوشکاری فولادهای ساده کربنی با تنش پایین و متوسط
---
4. دستورالعمل جوشکاری با الکترود 1398N
الف) تنظیمات جریان جوشکاری (آمپر پیشنهادی)
✅ نوع جریان: جریان مستقیم (DC) و متناوب (AC)
✅ قطبیت: در حالت DC معمولاً از قطب مثبت (+) استفاده میشود (DCEP).
ب) شرایط بهینه جوشکاری
تمیزکاری سطح جوش: قبل از شروع جوشکاری، سطح کار را از زنگزدگی، چربی و آلودگی پاک کنید.
فاصله الکترود تا قطعه کار: حفظ فاصله مناسب باعث ایجاد جوش تمیزتر و کاهش پاشش میشود.
تکنیک جوشکاری: حرکت یکنواخت و ثابت دست در طول جوشکاری برای کنترل حوضچه مذاب ضروری است.
---
5. نکات ایمنی در استفاده از الکترود 1398N
⚠ تهویه مناسب: دودهای تولیدشده حاوی ترکیبات شیمیایی هستند که باید در محیط دارای تهویه مناسب انجام شود.
⚠ استفاده از وسایل ایمنی: دستکش، ماسک جوشکاری، لباس ضد حریق و کفش ایمنی را فراموش نکنید.
⚠ انبارداری مناسب: الکترودها را در جای خشک و به دور از رطوبت نگهداری کنید تا از جذب رطوبت جلوگیری شود.
---
جمعبندی
الکترود 1398N یک گزینه عالی برای جوشکاری عمومی فولادهای ساختمانی و کربنی است. این الکترود با داشتن پوشش روتیلی، قوس پایدار، سرباره کم و قابلیت جوشکاری در تمام موقعیتها، یک انتخاب مناسب برای جوشکاران حرفهای و صنایع مختلف محسوب میشود.
#الکترود_1398N #جوشکاری #فولاد